PLC:可编程逻辑控制器2025 年 3 月 17 日 | 阅读 31 分钟  PLC或可编程逻辑控制器是自动化行业的计算机控制系统。它是一种特殊的计算机,没有键盘、硬盘等。PLC是电气行业中最有需求的技能之一。大多数组织都要求有PLC知识的候选人。在这里,我们将讨论自动化、应用、类型、编程、过程、架构等。 在本教程中,我们将涵盖以下主题
什么是PLC?PLC是一种数字计算机控制系统,适用于控制机器人和其他制造过程。它需要对微控制器、数字电路和设计技能进行基础学习。 它提供了易于使用、灵活、高可靠性的可编程控制器,适用于简单和恶劣的环境。它监控输入设备的状态、做出决策并控制输出设备。应用包括机器人、自动灌装水箱等。 PLC的规模从小型的输入/输出数量少的设备到大型的输入/输出数量成千上万的设备不等。 因此,PLC就是关于  为什么使用PLC?PLC最初在美国创建,用于取代继电器系统。 继电器不适合汽车行业的原因如下:
因此,为了克服这些缺点,PLC被创造出来。 PLC型号外观简单。PLC的基本组件是输入/输出(I/O)模块、协处理器模块、CPU和外围设备。CPU(中央处理单元)与输入/输出进行通信。I/O模块可能靠近CPU,也可能远离CPU。因此,PLC不仅仅限于一栋建筑。它包括编程中的计算,用于计算不同的参数,例如SPC(统计过程控制)。 但是,要使其运行,我们需要对可编程逻辑控制器进行编程。大多数PLC使用桌面/笔记本电脑上的应用程序进行控制。这些应用程序通过通信介质(如以太网或专有通信总线)与PLC通信。通信介质的选择取决于制造商。大多数制造商也依赖于USB。 对于不同的程序员来说,特定逻辑会有所不同,并且完成同一件事的技术也会有所不同。 PLC的类型PLC有三种类型,如下所示  模块化PLC在模块化PLC中,模块意味着添加模块。它允许我们扩展PLC的结构。当有大量的输入和输出时,它非常有用。通过在PLC中添加模块,我们可以添加更多的输入和输出。 它还有更多的内存和存储信息的能力。 例如包括制造业的控制处理线。 让我们看一下模块化PLC。  机架PLC机架式PLC中的模块按行排列。机架放置在机柜内。机架PLC中的插槽通过标准网络或总线连接,相互通信。 让我们看一下机架PLC。  紧凑型PLC紧凑型PLC中的输入/输出(I/O)模块由该PLC的制造商确定。这意味着I/O是固定的。但是,紧凑型PLC用于小型应用。 让我们看一下紧凑型PLC。  PLC如何工作简单来说,PLC接收来自输入设备的输入,根据CPU中的逻辑进行处理,并根据该逻辑控制输出设备。 PLC重量轻,可以在没有电气过滤或空调的情况下运行。 让我们详细讨论一下。 按钮、传感器等设备连接为输入设备,可以检测PLC中输入信号的变化。输入信号通过一个将电压转换为低电压(如5V)的隔离器。CPU监控输入状态。基于指定的逻辑,CPU进行处理并产生输出信号。输出端子上的隔离器可防止PLC受到外部噪声干扰,并将低电压转换为高电压以驱动输出设备。输出信号控制电机、控制器、指示灯等输出设备。 PLC的架构PLC硬件设置或架构包含用于执行控制功能的硬件和软件。 让我们看一下PLC的架构。  PLC的组件如下 PSPS代表电源。电源充当PLC系统的电源。它将高电压转换为低电压或直流电,例如120V交流电转换为24V直流电。 线性电源比其他电源模式更简单。 SMPS它代表开关模式电源。SMPS是一种电源转换和高频电源转换设备。它将电压电平转换为特定所需的电压。SMPS使用固态开关将交流电源转换为平滑的直流电源。 SMPS通常用于高功率AC到DC转换。它的效率也比PS高。 让我们讨论一下PS和SMPS之间的一些区别。请看下表。
SMPS如何转换电压? 我们以224V的交流电压为例。该过程将224V交流电转换为24V直流电。 请看下面的框图  它清楚地解释了将高电压转换为低直流电压的过程。 中央处理器CPU或中央处理单元位于PLC的中央机架中。数据总线用作PLC中不同元素之间发送数据的介质。它控制所有功能,例如存储在PLC内存中的程序指令。它还控制PLC中的逻辑、通信和监控。它是PLC中包含微控制器或微处理器的单元。 CPU在运行时模式下运行时执行程序。 IMIM或接口模块被定义为一种精确的、位置传感的、绝对的设备。它通常与传感器一起使用,以减少恶劣环境中的噪声。 编程设备我们需要将所需的程序指定到处理器的内存中。程序最初是在编程设备中开发的。然后,程序被传输到PLC的内存单元。 CPCP代表通信过程。PLC中的通信过程包括布线系统和共享协议。布线系统用于连接PLC中的不同组件,而共享协议允许任何设备理解通信过程中的比特和字节。 MCBMCB或微型断路器充当PLC的安全设备。如果发生过载或故障条件,它会自动关闭电路。MCB通常用于低压电气网络而不是保险丝。 输入模块PLC的输入模块检测输入设备(如传感器、开关、按钮等)的状态。 输出模块PLC的输出模块控制输出设备(如电机、继电器、灯等)。 机架机架通常充当PLC的固定设备。这意味着它将所有东西固定在一起。我们可以向PLC添加机架以容纳更多模块。机架也有不同的尺寸。 存储器单元内存单元是存储PLC中程序、数据和信息的单元。 PLC有两种类型的内存单元,如下所示 数据内存:数据内存包含来自PLC输入/输出模块的存储数据。 程序内存:程序内存包含PLC中的逻辑程序或梯形图逻辑程序。 PLC周期PLC系统通常很昂贵。PLC的编程或设计不当可能导致生产力损失。为了节省PLC控制应用程序的设计时间,建议使用PLCLogix等仿真软件。此类软件可以节省时间,并提高PLC设备的安全性。 PLC周期如下所示  了解您的流程:我们应该了解我们开始的流程。 电路设计:设计是任何项目的第一个部分。没有设计就无法创建项目或模型。 使用的设备:了解项目中使用的设备至关重要。 编程:这是重要的一部分。创建的模型将被编程以进行实现。 测试或仿真:最后阶段是对模型进行测试。花费大量时间进行测试和仿真。 以上步骤对于理解PLC的运行至关重要。 PLC扫描周期PLC连续扫描过程,因为输入是随机的(可以随时更改)。扫描周期分为三个部分,称为输入扫描、输出扫描和程序执行。 扫描时间:定义一个周期通过程序所需的时间。周期的持续时间很短,即千分之一秒。它可能因程序而异。 扫描时间越短,PLC就越好,价格也越贵。 扫描周期如下所示  输入扫描:PLC根据指定的输入解决逻辑。输入的ON/OFF状态预先保存在数据表中,避免了输入的突然变化。它也使过程更快。 程序执行:控制逻辑保留梯形图逻辑程序的内存副本。它一次只使用该副本执行一条指令。 输出扫描:扫描过程完成后,它会更新输出。程序的值是临时的。基于这些值,更新输出。之后,它会自行检查是否有任何故障并重新启动过程。 什么是安全PLC?安全PLC与普通PLC类似,但具有一些额外的安全功能,例如冗余。安全PLC还可以执行额外的现场设备检查,例如窃听。 PLC是自动化系统的一部分,与电气工程相关。安全PLC是任何自动化工业过程中的重要组成部分。传感器、PLC(逻辑求解器)和控制系统被认为是SIS(安全仪表系统)的三个部分。SIS被称为安全联锁系统。 SIS监控过程,并在出现任何不安全或风险情况时通过停机作出反应。安全PLC的作用是保护过程免受项目/工厂故障的影响,以防止环境免受严重风险。在任何危险情况下,安全PLC会将工厂置于安全状态。 什么是自动化?自动化被定义为一种过程、系统、程序,可将人力降至最低。它是一种无需持续输入即可自动运行和工作的机械装置。这些设备是电子制作的。 与机器学习和人工智能等其他技术一样,自动化的范围也在不断扩大。例如,飞机、锅炉、热处理炉、自动机械等。 让我们讨论一些自动化的特性。
自动化分为工业自动化和非工业自动化。  自动化类型让我们快速浏览一下自动化的类型。 自动化有四种类型,如下所示
固定自动化 固定自动化具有开放和基于逻辑的编程系统。但是,它的生产率高,初始投资也高。 柔性自动化 柔性自动化在处理具有设计变异的产品时非常灵活。 可编程自动化 这是一个基于人的系统。在这里,会准备新程序并将其输入到新设备以创建新产品。 集成自动化 它是上述三种自动化(固定、柔性、可编程)的组合。它是一个工业控制系统,在工程领域扩展其技术服务。 PLC的应用我们通常使用台式机或笔记本电脑进行编程。 PLC的一些应用如下
选择PLC的标准选择最好的PLC至关重要。 让我们讨论一下选择PLC的标准。我们应该根据以下参数选择任何PLC 系统要求所需的PLC应与我们计算机或笔记本电脑的系统要求兼容。 我们应该始终检查PLC型号。 扫描时间这也是选择任何PLC的重要部分。扫描时间较短的PLC被认为是最好的PLC,但价格昂贵。扫描时间的变化取决于PLC的输入数量。 沟通通信意味着与其他设备共享信息。硬件电缆可以是双绞线电缆、无线电调制解调器等。 操作速度它定义了PLC控制系统的操作速度。 应用需求它确定了PLC系统的输入和输出需求。 电气要求电气要求包括输入电压、控制系统电源、输出电流和输出电压等参数。 I/Os应根据项目需要选择I/O模块。如果我们想控制步进电机,可以选择机架式PLC。 内存我们首先需要检查所需的内存量和大小。PLC的内存与I/O数量、控制程序的安装等有关。 软件要求软件要求包括兼容的CPU、通信和I/O端口、USB端口、以太网端口、用户指定的端口等。 物理要求在选择任何PLC之前,我们应始终考虑PLC控制系统的位置。在恶劣环境中,应将PLC控制系统放置在IP额定值的封闭装置中。还应牢记维护、可访问性和故障排除等其他参数。 西门子PLC如上所述,西门子PLC是工业界最常用的PLC。  西门子PLC分为三代,如下所示 第一代 - Micro 第二代 - Mini 第三代 - Nano 或 Rack PLC 西门子PLC系列如下
S7400F PLC也具有容错功能。我们可以根据要求选择产品。S7200是西门子PLC中最便宜的。S7-200 PLC易于开始编程。 SIMATIC STEP 7Simatic step 7是强大的自动化软件工具,包括西门子PLC的编程环境。Simatic Step 7工程软件可用于编程和配置HMI Basic Panels。 STEP 7软件支持的编程语言包括梯形图编程、功能块图和结构化文本编程语言。 如今,自动化领域的明智选择是SIMATIC S7-1200控制器。 让我们了解S7-1200控制器的优点,如下所示
PLC协议PLC使用协议进行通信。与PLC相关的协议如下 1. PPI PPI或点对点接口协议是专为S7-200 PLC设计的通信协议。但是,它不能被西门子直接打开。 2. MPI MPI或多点接口协议是西门子公司的一种接口。MPI用于连接设备,如个人电脑等。MPI的速度范围从187.5 kBd(千波特)到12兆波特。 3. Profibus 过程现场总线或Profibus使用多点单电缆连接设备。它经常与Profinet混淆。单根电缆的故障很容易发现。Profibus电缆的安装成本也很低。 4. Profinet 过程现场网络或Profinet也由西门子使用,就像Profibus一样。Profinet的响应时间更快,提供了更高的数据采集。 5. 光纤电缆 光纤电缆支持高带宽级别和长距离高传输容量。 6. 以太网电缆 以太网电缆充当设备之间的有线传输中间介质。以太网电缆被认为适用于PLC中的模拟输入和输出布线。以太网连接比无线连接提供更快的安全性和可靠性。 7. LAN电缆 LAN电缆提供了从主计算机到PLC或反之的下载和上传能力。常见的LAN应用包括分布式控制等。 8. Cat 5、Cat 6和Cat 7 这里,Cat代表Category。这些是常见的以太网标准,广泛用于减少干扰的传输。 Cat5的速度最高可达100Mbps。 Cat6的速度最高可达10Gbps。 Cat7的速度最高可达100Gbps。它是最新的电缆,已屏蔽。 双绞线电缆 这是一种布线系统,其中单个电路的兩对导体绞合在一起,以提高电路的电磁兼容性。 PLC制造商生产PLC的行业如下
PLC编程PLC编程是根据用户需求实现和设计控制应用程序的关键任务。它是一组指令,可以是图形或文本形式。 在这里,我们将讨论最常用的方法,称为梯形图,它是一种图形方法。PLC一旦进入运行模式,就会按照指定的程序工作。 编程在PLC软件中进行。在这里,我们讨论了用于西门子PLC的流行软件SIMATIC STEP 7。我们可以很容易地从任何浏览器下载。编程中的功能块包括按钮、计数器、定时器、比较器等。 类型我们已经讨论过,控制逻辑建立PLC的输入和输出。PLC的控制逻辑可以使用不同的编程语言进行编程。 在所有编程语言中,梯形图是最常用的PLC编程语言。因此,我们将详细讨论梯形图编程。 IEC标准61131-3的初始版本支持五种基本编程语言,称为FBD、ST、IL、SFC和梯形图。用于PLC编程的标准编程语言称为梯形图。ST和IL是文本编程语言,而梯形图、FBD和SFC是图形编程语言。 下面我们来讨论六种编程语言。 FBD(功能块图) FBD图中的函数被描述为一组基本块。函数块图中的变量(输入和输出)通过线条连接到块。 ST(结构化文本) 结构化文本是一种基于Pascal的块结构语言。它是一种高级语言。它也是一种文本语言。 IL(指令列表) 指令列表是一种文本和低级语言。 SFC(顺序流程图) 顺序流程图由图表中按顺序执行的功能定义。如果过程可以分为几个步骤,则可以使用它。 示例程序  梯形图它被定义为一种图形编程语言,使用符号表示逻辑运算。我们可以使用梯形图在任何软件上对PLC进行编程。 在开始编程之前,让我们讨论一些基本概念。 按钮按钮是控制机器或过程的简单按钮。我们需要按下按钮来改变其电状态,从ON变为OFF或反之。 按钮进一步分为NO(常开)和NC(常闭),如下所示  NC:常闭是电路的默认状态,它与电路建立电气接触。这意味着电路处于ON状态。 NO:常开是电路的某种状态,它不与电路建立电气接触。这意味着电路处于OFF状态。它打开电路的端子以中断电流。 我们将在PLC编程中使用按钮。 编程中使用的符号用于创建PLC编程梯形图的符号有多种。让我们考虑一些基本符号。符号如下所示  让我们先讨论NO和NC的概念。当输入为0或1时,我们还将讨论NO和NC按钮的输出。 否 按下NO按钮时,它会变为NC。这意味着当输入为1时,NO变为NC。这意味着电流可以通过。 考虑下图  这清楚地表明,当输入为0时,NO保持NO。当输入为1时,它变为NC。 NC 当输入为0时,NC按钮保持不变。当输入为1时,它变为NO。 考虑下图  我们可以根据需要将NO和NC串联或并联排列。 现在,我们将讨论逻辑门及其梯形图。在梯形图中定义NO和NC的概念将有助于我们构建PLC电路。逻辑门的梯形图讨论如下 逻辑门我们将使用NO和NC按钮的电路讨论逻辑门。 基本门 基本门是AND、OR和NOT。 OR和AND门的真值表如下
NOT门的真值表如下
AND门梯形图 AND门的梯形图如下  这里,A和B是输入,而L是灯。当电流流过电路并到达灯时,灯会亮。否则,灯不会亮。 当A = 0且B = 1时,电路将显示为  灯不会亮,因为启动按钮是OFF。电流不会流动。 但是,如果A = 1且B = 1,电路将显示为  这里,灯会亮。因此,满足了AND门的条件。 同样,我们将使用上述相同的逻辑为所有门创建梯形图。 OR门梯形图 OR门的梯形图如下  当A = 0且B = 1时,电路将显示为  当A = 1且B = 1时,电路将显示为  NOT门梯形图 NOT门的梯形图是简单的NC。 如果输入为0,它将输出1,反之亦然。  如果输入为0,电路将显示为  如果输入为1,电路将显示为  灯不会亮,因为NC会变为NO。 通用门 通用门是NAND和NOR。 NAND和NOR门的真值表如下
NAND门梯形图 NAND门的梯形图如下  当A = 1且B = 0时,电路将显示为  这里,灯会亮。 如果A = 1且B = 1,灯不会亮,因为两个NC都会变为NO。 因此,条件满足。 NOR门梯形图 NOR门的梯形图如下  当A = 1且B = 0时,电路将显示为  这里,灯不会亮,因为第一个NC会变为NO。 如果A = 0且B = 0,灯会亮,因为两个NC会保持不变。 因此,条件满足。 异或门 异或门是XOR和XNOR。 EX-OR和Ex-NOR门的真值表如下
对于XOR 对于XNOR XOR门梯形图 XOR门的梯形图如下  当A = 0且B = 1时,电路将显示为  这里,灯会亮。 但是,如果A = 1且B = 1,电路将显示为  这里,灯不会亮,因为电路的两个NC都变成了NO。 因此,条件满足。 XNOR门梯形图 XNOR门的梯形图如下  当A = 0且B = 1时,电路将显示为  灯不会亮。电路不完整,电流无法流动。 但是,如果A = 1且B = 1,电路将显示为  这里,灯会亮。 因此,条件满足。 PLC中的内存映射PLC的内存映射如下讨论 1字节 = 8位。 1位 = 0或1 2字节 = 2 x 8 = 16位 = 1字 4位 = 半字节 2字 = 32位 = 4字节 = 8半字节 = 1双字 内存分为程序、字和离散寄存器。 程序:程序使用功能块和符号创建。功能块、函数和块可以使用五种编程语言(如上所述)进行编程。 字:1字 = 16位。 离散寄存器:用作输入的1位寄存器被视为离散寄存器。用作输入的16位寄存器被视为输入寄存器。 考虑PLC的部分内存映射,如下表所示
内存区域PLC中的内存区域分为加载内存、工作内存和保持内存。  加载内存 这是一种非易失性内存。它包含内存和数据块、代码块以及硬件配置。 工作内存 这是一种易失性内存。它包含内存和数据块。工作内存仅在CPU运行时使用,且不可扩展。 保持内存 这是一种非易失性内存。在断电的情况下,它会保存有限的数据。但是,某些操作,如内存重置和恢复出厂设置,可能会导致保持内存的内存对象被删除。 编程中使用的其他组件编程中使用的其他组件如下 计时器 (Timers) PLC中的定时器提供ON和OFF延时,类似于电子继电器。例如,一个5秒的定时器放在梯形图中。输出将在5秒后OFF/ON。 定时器分为ON定时器、OFF定时器和脉冲定时器。 ON定时器 在指定的延迟后,ON定时器的输出会打开。这是最常用的延时定时器。 ON定时器表示为下图   我们可以用两种方式表示时间:秒和毫秒。 例如:
其中, S表示秒,MS表示毫秒 ON定时器中的参数如下 定时器编号:文件名 时间基准:显示为基准的时间。这里显示为秒 预设值:指定的延迟时间 累积值:定时器复位时,值变为0。它从0开始计时。 当累积时间等于预设时间时,梯形图的输出会打开。 ON定时器如何工作? 当条件或逻辑图变为真时,定时器开始计数。它一直计数到指定的延迟时间。例如,如果延迟时间为10秒,定时器将计数到10秒。计数显示在累积值部分。一旦累积部分的值等于预设值(指定值),逻辑就会运行(为真),并打开输出。 考虑下面的图  OFF定时器 在指定的延迟后,OFF定时器的输出会关闭。它表示为下图   OFF定时器中的参数与ON定时器中的参数相似。 当累积时间等于预设时间时,梯形图的输出会关闭。 OFF定时器如何工作? 当条件或逻辑图变为真时,定时器开始累积。它一直计数到累积值等于指定的预设值。一旦累积部分的值等于预设值(指定值),输出就变为假,并关闭输出。 考虑下面的图  S_PULSE定时器 脉冲定时器用于生成脉冲。它生成指定长度的脉冲。 脉冲定时器如下所示  S_PULSE定时器的参数如下讨论 S:表示SET。它被定义为定时器的触发信号。 TV:表示存储在定时器中的定时器值。时间值表示为S5T#TV,其中TV是指定的时间值。 让我们看一个例子 S5T#10S 此处, 10s是秒为单位指定的时间。 R:表示RESET。它被定义为定时器的复位信号。 Q:是脉冲定时器的输出。 BI:表示二进制代码的当前时间。 BCD:表示二进制编码的十进制的当前时间。 时间以S5T#5s的形式指定。 其中, 5s是秒为单位指定的时间。 要将时间设置为10秒,我们将声明为S5T#10s。 脉冲定时器如何工作? 当定时器的设置输入(S)接收到正脉冲时,它会激活。只要输入是“1”,定时器就处于运行状态。当输入状态从0变为1时,输出被启用。定时器一直运行,直到累加器值达到预设值。我们可以通过脉冲定时器的BI和BCD输出来读取累加器值。 考虑下面的图  S_ODT 这里,ODT代表延时定时器。只要信号的输入状态为正,定时器就运行。 S-ODT定时器如下所示  S-ODT定时器的参数与S_PULSE定时器的参数相似。 S-ODTS 这里,ODTR代表延时定时器。它是一种保持型延时定时器。 当定时器的SET状态为正时,定时器开始运行。当状态从0变为1时,定时器会重新启动。 S-ODTS定时器如下所示  让我们看S_PULSE、S_ODT和S_ODTS定时器的图表,如下所示  这里,TV代表指定的定时器值。 计数器计数器分为上数、下数和上下数。 上数计数器 上数计数器用于向上计数。 上数计数器的功能块将显示为下图  功能块的参数如下讨论 CU:它确定计数器的输入状态。 R:表示RESET。它被定义为计数器的复位信号。 PV:它被定义为计数器的限制。 Q:表示输出。 CV:它被定义为当前计数器值。 计数器中的计数值表示为C # 10。计数器将串行计数到10个脉冲。 它是如何工作的? 计数器输入的每个脉冲都会使其当前值增加1。当当前计数器值等于或大于计数器限制时,输出(Q)变为SET状态。 复位(R)上的脉冲将复位计数器状态。这意味着计数器的当前计数值将变为0。 下数计数器 下数计数器用于向下计数。 下数计数器的功能块将显示为下图  块的参数如下讨论 CD:它确定下数计数器的输入状态。 LD:称为加载输入。 PV:PV代表计数器的限制。 Q:表示输出。 CV:它被定义为当前计数器值。 它是如何工作的? 下数计数器输入的每个脉冲都会使其当前值减少1。这意味着计数器的值将减1。当当前计数器值等于或小于0时,输出(Q)变为SET状态。 加载输入(LD)上的脉冲确定计数器限制值(PV)。计数器限制值随后被赋给CV(当前计数器值)。 上下数计数器 上数下数计数器可用于双向计数。我们可以使用上数下数计数器将相同数字的上限和下限设置为相同。 上数下数计数器的功能块将显示为下图  块的参数如下讨论 CU:它确定上数计数器的输入状态。 CD:它确定下数计数器的输入状态。 R:表示RESET。它被定义为计数器的复位信号。 LD:称为下数计数器的加载输入。 PV:它被定义为计数器的限制。 QU:表示上数计数器的输出。 QD:表示下数计数器的输出。 CV:它被定义为当前计数器值。 它是如何工作的? 上数计数器输入的每个脉冲都会使其当前值增加1。下数计数器输入的每个脉冲都会使其当前值减少1。 当当前计数器值大于或等于计数器限制(PV)时,输出(QU)变为SET状态。当当前计数器值等于或小于0时,输出(QD)变为SET状态。 复位(R)上的脉冲将复位计数器状态。这意味着计数器的当前计数值将变为0。 加载输入(LD)上的脉冲确定计数器限制值(PV)。计数器限制值随后被赋给CV(当前计数器值)。 比较器比较器用于比较两个值。我们也可以使用比较器比较物理量,如压力、温度等。 可以使用比较器比较的值类型有相等、大于、小于、不等于、检查有效性以及检查无效性。 比较器中的值表示为 相等比较器:CMP = = 1 这里,1是正在比较的值。它用于确定第一个值是否等于第二个值。同样,不等于用于确定第一个值是否不等于第二个值。 相等比较器表示为下图  大于或等于比较器:CMP > = 1 它用于确定第一个值是否大于或等于第二个值。 小于或等于比较器:CMP < = 1 它用于确定第一个值是否小于或等于第二个值。 小于比较器:CMP < 1 它用于确定第一个值是否小于第二个值。 大于比较器:CMP >1 它用于确定第一个值是否小于第二个值。 现在,我们已经讨论了定时器、比较器、计数器和按钮。 让我们在梯形图中实现这些。这将使我们更清楚地理解梯形图的概念和其中使用的组件。 考虑以下示例。 示例示例1:我们有三个按钮。如果按下A、B和C,红LED会亮。如果按下A和B,绿LED会亮。这意味着一次只有一个LED亮。解决方案 给定:这里有两个LED:绿色和红色。一次只有一个LED亮。可以是绿色或红色。 按钮:A、B、C 我们将根据上述逻辑创建梯形图。 梯形图如下所示  在这里,我们在梯形图中插入了同一个按钮“C”的NO和NC。当我们按下NO按钮时,它会变为NC。当我们按下NC按钮时,它会变为NO。 当我们按下C按钮时,我们同时按下C按钮的NO和NC。 让我们开始。 情况1:同时按下所有A、B和C按钮。 电路将显示为:  这里,红LED会亮,如上所示。 注意:为了更好地理解,上面的符号仅使用了颜色。情况2:只按下A和B按钮。 NC始终允许电流通过电路。只有在我们按下它时,它才会变为NO。 电路将显示为: 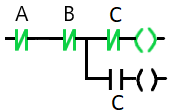 这里,绿LED会亮。因为C按钮是NC,所以它也允许电流通过。 示例2:我们有四个按钮。当按下A、B和C时,输出会打开。当按下C和D时,相同的输出会打开。解决方案 给定:这里有四个按钮:A、B、C和D。 但是这里我们只有一个输出。 我们将根据上述逻辑创建梯形图。 梯形图如下所示  这里,我们对所有四个按钮都使用了NO(常开)。如果我们愿意,我们也可以在A、B、C这三个按钮串联的D按钮处添加NC。这不会对输出产生任何影响。 让我们开始。 情况1:按下A、B和C按钮。 电路将显示为:  情况2:按下C和D按钮。 电路将显示为:  由于A和B按钮是关闭的,输出从C和D按钮的较低串联电路打开。 示例3:我们有四个输入。输入1会打开输出“A”。输入1、2、3和4会打开输出“B”,而输入1和2会打开输出“C”。解决方案 给定:这里有四个输入(1、2、3和4)和三个输出(A、B和C)。 我们将根据上述逻辑创建梯形图。 梯形图如下所示  让我们开始。 情况1:按下输入1。 电路将显示为:  这里,输出A会打开。 情况2:按下所有输入。 电路将显示为:  我们按下了所有四个输入(1、2、3和4)。这里,输出B会打开。 由于第一行的输入2和第三行的输入3是NC,因此按下它们会阻止电流流动。 情况3:按下输入1和2。 电路将显示为:  输入3是NC。因此,它允许电流到达输出C。因此,输出C会打开。 示例4:我们有三个输入和三个LED作为输出。当我们按下按钮A和B时,红LED会亮。当我们按下按钮A、B和C时,绿LED会亮。当我们按下按钮B和C时,黄LED会亮。解决方案 给定:这里有三个输入(A、B和C)和三个输出LED(红、绿和黄)。 我们将根据上述逻辑创建梯形图。 梯形图如下所示  让我们开始。 情况1:按下按钮A和B。 电路将显示为:  这里,红LED会亮。 情况2:按下所有按钮。 电路将显示为:  A是第三行的NC按钮,按下时会阻止电流流动。因此,绿LED会亮。 我们也可以在第三行插入B按钮的NC而不是A按钮。根据问题,我们可以根据我们的选择设置NO和NC。但是,它不应对输出产生任何不利影响。 情况3:按下按钮B和C。 电路将显示为:  现在,我们将讨论一些定时器和计数器的例子。 示例4:有两个电机(1和2)。按下启动按钮,电机1会打开。但是,当按下停止按钮时,它会关闭,并且电机2会运行10秒。解决方案 给定:这里有两个电机。使用秒为单位的时间。因此,将使用定时器。 我们将根据上述逻辑创建梯形图。与普通电路相比,使用定时器等的电路实现非常困难。 这里,我们将使用脉冲定时器。 我们将绘制三个梯形图。 上述过程按步骤解释。 让我们开始。 步骤1:第一个梯形图 第一个梯形图如下所示  此处, “Q 0.0”是第一个梯形的输出。输出“Q 0.0”与“I 0.1”按钮并行作为电路的缓冲器。 “I 0.1”是启动按钮。 电路的输出被认为是电机1的输出。 工作:当我们按下启动按钮时,电机1会打开。 按下启动按钮后的电路将显示为下图  步骤2:第二个梯形图 第二个梯形图如下所示  其中, “I 0.2”是停止按钮。 工作:当我们按下“I 0.2”按钮时,它会打开输出I 0.0,这是第一个梯形图的NC。按下的NC“I 0.0”按钮会阻止第一个梯形图的电流流动。它会进一步关闭电机1。 按下停止按钮后的电路将显示为  第一个梯形图显示为 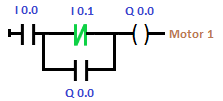 步骤3:第三个梯形图 第三个梯形图如下所示  Q 0.1:电机2的输出。 工作:当我们按下“I 0.2”按钮时,它会打开脉冲定时器。定时器会打开输出Q 0.1。输出将保持ON10秒的指定持续时间。当累加器中的计数等于预设值(10)时,定时器停止。 因此,所有条件都符合问题要求。同样,我们也可以为其他问题创建逻辑图。 步骤4:完整电路 包含三个梯形图的完整电路如下所示  注意:如果我们想在10秒后打开任何设备,我们必须使用S_ODT定时器。自动化工具自动化工具有ANN(人工神经网络)、DCS(分布式控制系统)、HMI(人机界面)、SCADA(监控和数据采集)和PLC(可编程逻辑控制器)。 让我们讨论PLC和SCADA之间的主要区别。 SCADASCADA或监控和数据采集是用于控制和监控由PLC完成的工业过程的软件。它通常用于高级过程管理系统和实时数据分析。 SCADA主要与PLC和其他设备结合使用。SCADA的功能是控制整个系统,而PLC的作用是作为特定资产的控制器点。SCADA包含多个组件,因此其能力大于PLC。 PLC和SCADA应用于自动化行业,如石油和天然气、能源、废物控制、交通、水利控制等。 PLC与SCADAPLC和SCADA之间的区别如下
|
我们请求您订阅我们的新闻通讯以获取最新更新。
我们提供所有技术(如 Java 教程、Android、Java 框架)的教程和面试问题
G-13, 2nd Floor, Sec-3, Noida, UP, 201301, India
